



别再纠结于文字描述了,观看视频,让流体管给排水流体管专注生产制造多年产品为你展现真实魅力!
以下是:流体管给排水流体管专注生产制造多年的图文介绍

流体管件粒度/目 用途
粗磨 12~20 磨削量大,除去厚的不平度;粗磨 24~40 磨削量大,除去氧化皮、毛刺、粗糙表面;中磨 50~80 磨削量中等,除去粗磨后留下的磨痕;中磨 100~150 磨削量较小,为精磨作准备;精磨 180~240 磨削量小,可得到比较平滑的表面;精磨 280~360 磨削量很小,为镜面抛光做准备。


在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。



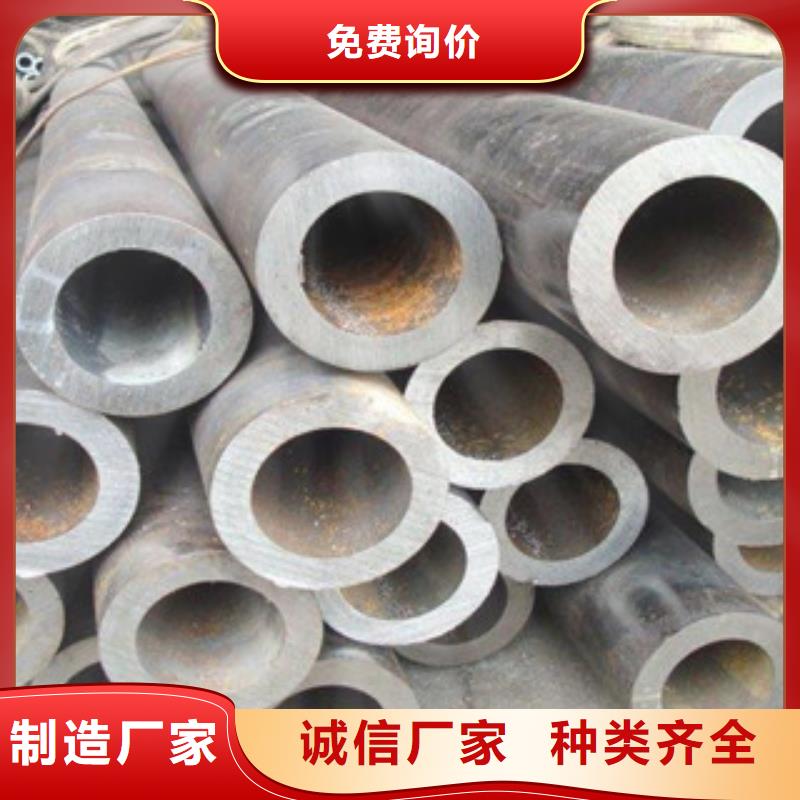
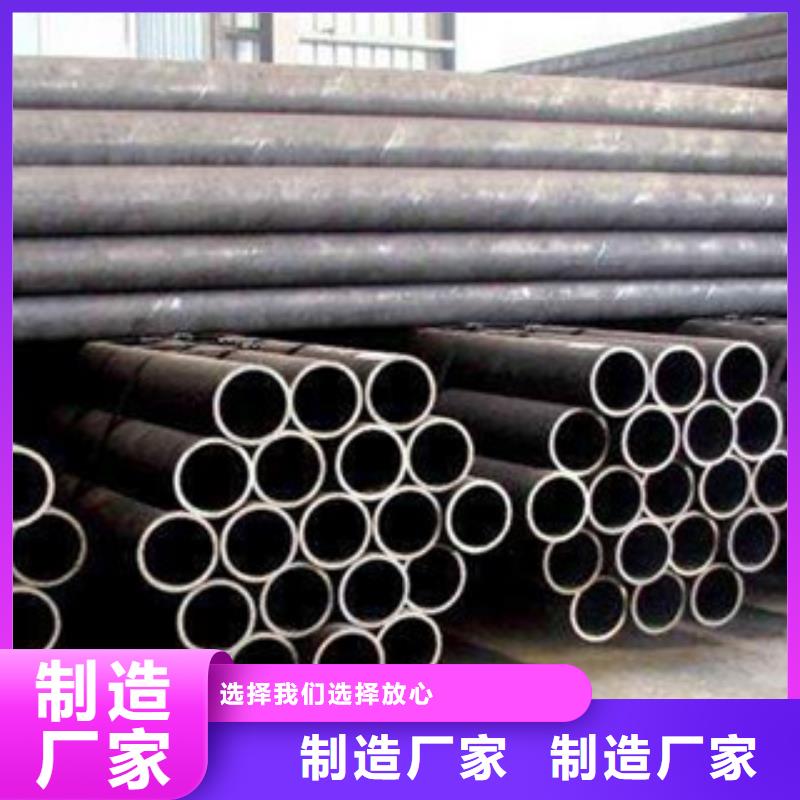
流体无缝管的生产工艺有什么样的要求呢?
考虑流体输送无缝管外贸中的问题,对热镀锌的钢管加工工艺的标准要求更高。从其基本的生产加工工艺形式来看,热镀锌的钢管主要是通过熔融金属与铁发生反应,让其能够产生非常好的一层合金层。想要保障热镀锌的钢管质量,对这镀层的要求是非常高的,一般来说,在实际加工生产的时候,要先对钢管进行酸洗,将钢管表层的氧化铁去除掉,从而能够保障钢管的加工质量。在进行酸洗后,要将钢管放入到氯化铵等水溶液水槽中进行清洗,让钢管的外观镀层能够更为均匀,让合金层与镀层能够更好地融合在一起,保障钢管的耐腐蚀性能,保障其自身的使用效果。
考虑流体输送无缝管外贸中的问题,对热镀锌的钢管加工工艺的标准要求更高。从其基本的生产加工工艺形式来看,热镀锌的钢管主要是通过熔融金属与铁发生反应,让其能够产生非常好的一层合金层。想要保障热镀锌的钢管质量,对这镀层的要求是非常高的,一般来说,在实际加工生产的时候,要先对钢管进行酸洗,将钢管表层的氧化铁去除掉,从而能够保障钢管的加工质量。在进行酸洗后,要将钢管放入到氯化铵等水溶液水槽中进行清洗,让钢管的外观镀层能够更为均匀,让合金层与镀层能够更好地融合在一起,保障钢管的耐腐蚀性能,保障其自身的使用效果。



钢兴钢管 有限公司是一家集科研、开发、设计、生产、销售 浙江绍兴输送流体管为一体的新兴民营科技型企业,公司本着“以人为本,为客所想”经营方针,努力做好每个 浙江绍兴输送流体管产品,回报客户的厚爱。您们的需求永远是我们的追求,我们将一如既往的以扎实、勤恳的工作作风服务于客户。


